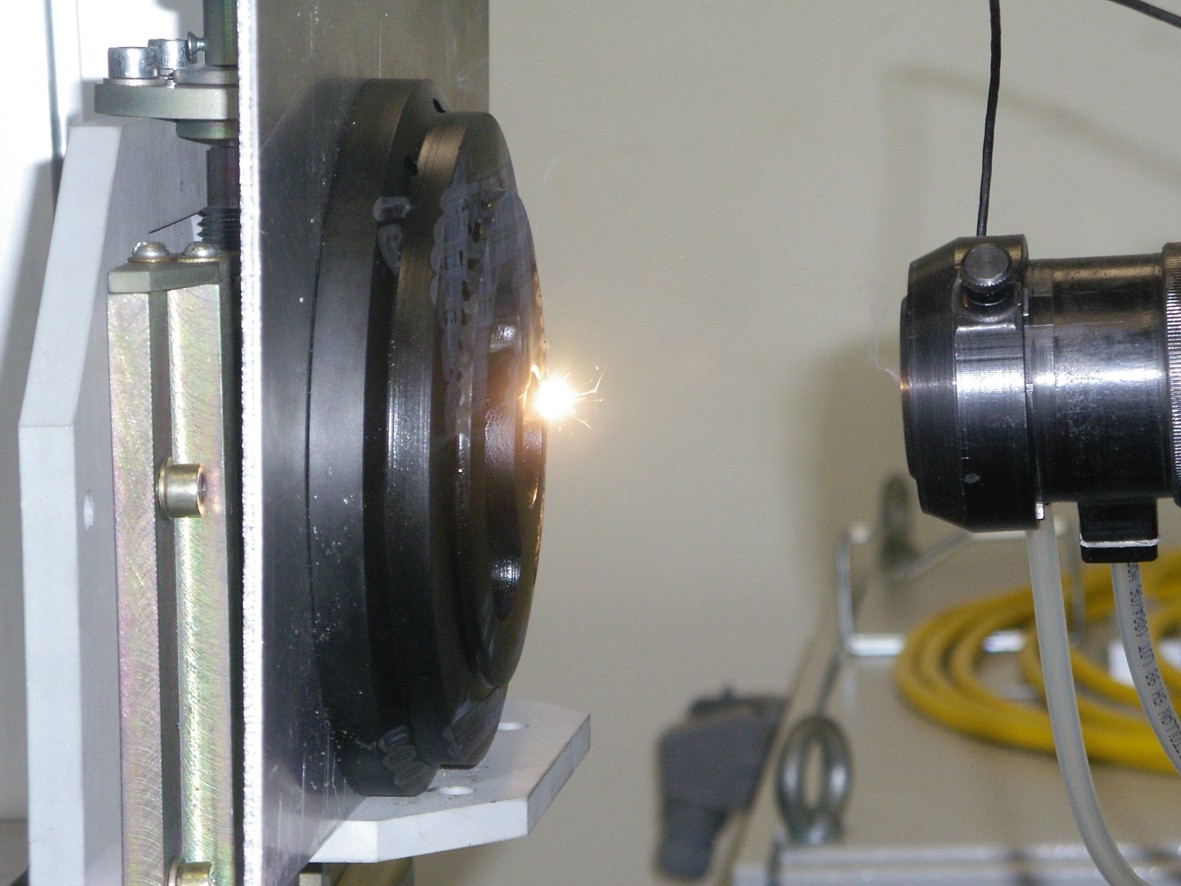
Hardening and Surface Modification
Hardening of metal surface by fibre lasers with use of vario-head VF is much more effective than other methods. Due to greater absorption coefficient of fibre laser radiation by metals, the efficiency of laser surface hardening and treatment increases 2–3 times and total efficiency of process (from socket) increases almost 10 times. Transfer of radiation via optical fibre allows processing of any complex shapes (for example, automobile molding tools) with use of classic robots.
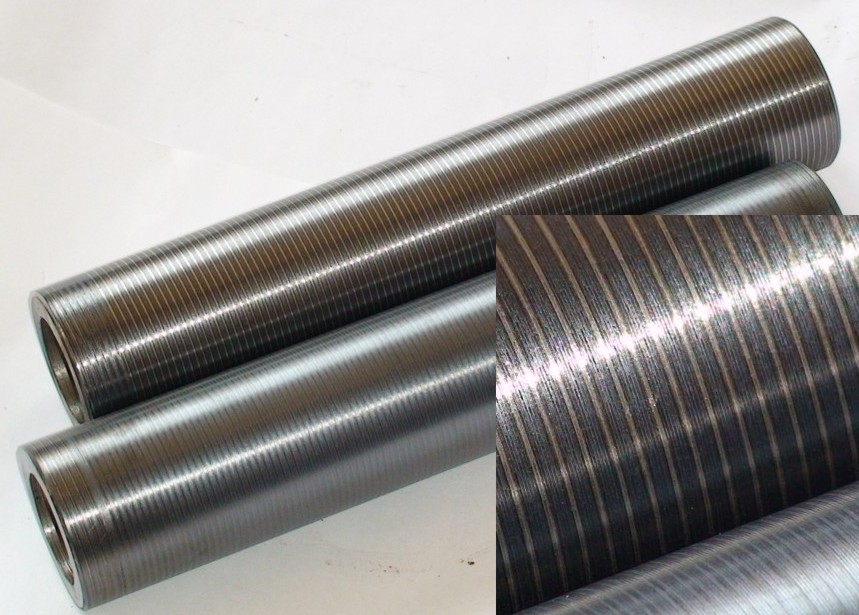
Hardening is required for separate pieces of equipment exposed to the greatest wear during operation to considerably increase their service life. For example, in oil-and-gas industry such equipment includes pipe threads, parts of drilling and pump equipment which are subject to rapid wear under severe operating conditions. Laser hardening technology ensures hardening of steels class 40Х to hardness 64HRC to the depth of 0.5–1.5 mm. Hardening is performed locally in the required zones. Hardening of external and internals threads on socket joints is very effective and it increases resistance to unscrewing several times. Application of hardened zones on drill pipes to increase resistance to attrition several times is also very effective.
Advantages of fibre laser hardening over traditional methods:
-
High efficiency of process.
-
High energy efficiency — 50 times better than high-frequency current (HFC) hardening.
-
Low power consumption — 10 kW, max.
-
Possibility of local hardening — only required areas on item.
-
Insignificant total heating of item and complete absence of warping distortions and deformations.
-
Process flexibility and automation.
-
Environmental cleanness.
Laser hardening can be applied for cutting tool ends, saw blades and wood-working tools. In this case, tool resistance increases 5 times. We have developed knife hardening technology with self-sharpening effect.
Laser build-up welding ensures local application of wear-resistant coating and ceramic compounds. This technology can be successfully applied at service companies for recovery of equipment components, application of high-strength zones on the working sections exposed to high wear.
Laser build-up welding can also be effectively used at repair-recovery sections to substitute for rough process of arc build-up welding and for recovery of shafts, sprocket wheels, flange joints and other pieces of equipment. Due to greater absorption coefficient of fibre laser radiation by metals, the efficiency of laser surface hardening and treatment increases 2–3 times and total efficiency of process (from socket) increases almost 10 times.
Transfer of radiation via optical fibre allows processing of any complex shapes (for example, automobile molding tools) with use of classic robots.
Alloying.Laser alloying allows hardening parts from unhardened cheap steels and alloys to the level of alloyed instrument steels. Various compounds are available for abrasion-resistant surfaces. As compared with HFC hardening, the abrasive resistance increases 3,2 times.
Technology of hardening titanium, aluminium and copper alloys has been developed. Moreover, laser alloying is possible both at liquid phase and without melting; surface roughness is not affected.
Low cost of the process makes it attractive for wide implementation in machine-building industry.